Hot cycle
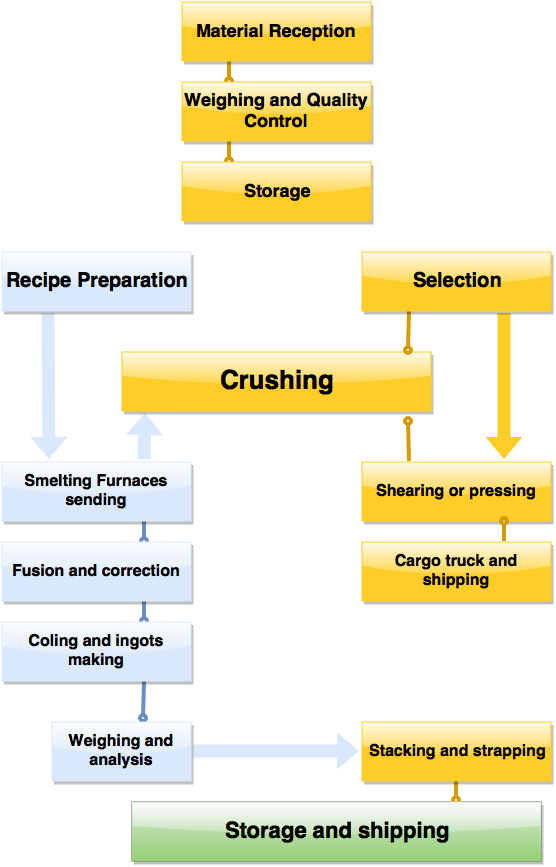
The working process for the hot transformation of waste material, aimed at producing second hand raw material (aluminium ingots), is made of the following processes:
- Weighing and classification of incoming materials;
- Grading;
- Eventual volumetric reduction;
- Receipt preparation;
- Melting process;
- Analysis of the liquid material;
- Eventual corrections;
- Ingots-making process;
- Ingots stacking;
- Strapping, labelling, packaging and stocking.
Here is the description of each single process:
Pesatura dei materiali in ingresso
The incoming materials are weighted through an electronic lorry that generates a weight label including weight, date and time information.
Once the materials are unloaded, the lorry is weighted again to obtain the net weight of the incoming materials.
The weight label, that reports the net, gross and unladen weight, is stapled to the shipping document or to the WIF (waste identification form) when the waste incomes within that category.
Grading
The processes of grading and selection of the incoming waste materials are performed by skilled workers able to select the different kinds of aluminium (carter, section bar, crockery, terse) and scraps made of several materials.
Some of these ones, like iron, can be recycled; other ones like paper, cardboard, rags, tyres, plastic or others are destined to the disposal process.
Eventual volumetric reduction
The materials that pass the selection process can be subjected to a volumetric reduction through a pressure process aimed at improving the sell opportunity or making easier the hoven load when these materials must be turned into ingots.
Receipt preparation
This is the most important part of the whole process because, according to the final alloy we have to produce, we need to prepare the right quality and quantity of aluminium.
Melting process
The prepared materials are loaded, in a certain time limit, into two melting hoven, fed with methane gas, that reach 800-850° C that is the temperature needed for the melting of aluminium materials.
The liquid material is poured in a stand-by hoven that has a 10 tonne capacity and where the liquid is subjected to a superficial cleaning and degassing operations that make it more homogeneous.
Analysis of the liquid material
A sample from the liquid poured in the stand-by hoven is picked-up and, after it cools down, it is sent to the analysis department where a spectrometer verifies the quality of the alloy and suggests eventual corrections to apply.
Eventual corrections
If the analysis showed that the liquid presents a high level of iron, for instance, it will be needed the addition of a low iron level material (like aluminium sheets) in order to reduce the iron percentage.
Once the quality is assured, the liquid steps into the following process.
We need to specify that in the passage from the liquid to the solid level, the materials are subjected to a 20-25% melting loss depending on its quantity, physic status and chemical characteristics.
By consequence the quantity of material to be sent to the hoven must be increased before the melting process in order to get the right weight after it.
The loss is due to slag residual and demolition dust.
Ingots-making process
The liquid material reseeding in the stand-by hoven, after the eventual corrections, is slowly poured in a tape ingoting machine that permits the cooling and stabilization of the liquid that takes the ingot shape.
The ingots are unloaded into a big recipient for the final cooling.
Ingots stacking
Once the ingots become completely cold, they are hand stacked in parallelepipeds 120 cm high and 100 cm large.
Strapping, labelling, packaging and stocking
Each parallelepiped is strapped with iron stripes in order to keep them stable during the stocking and movement phases.
The parallelepiped is labelled with the following information:
- Type of alloy
- Casting number
- Casting date
- Weight
- Business name of the plant
The parallelepipeds, usually known in the jargon as “cones”, are finally subjected to the radioactivity control before being stocked in the warehouse and prepared for the shipment.
So, in order to manage the whole fusion process, the company is equipped with the following equipment:
- 1 hoven, capacity 20 ton.
- 2 rotary hoven, capacity 6 ton.
- 1 ingots-making machine to print 220 pigs
- 2 rail portable conveyors
- 2 aspiration and abatement plants for fume: 1 connected to the hoven, 1 connected to the hoven pans that aspires the fumes generated by the loading steps
- 3 manual strapping machines
- 1 lorry to weight the ingots piles
- Analysis lab for the control and classification of the produced alloy
Cold Cycle
The cold cycle used for the treatment and recycle of both aluminium and other metallic origin products is different and simpler than the hot one. These are the main steps:
- Weighting and classification
- Stacking
- Grading
- Pressing/Shearing/Cutting
- Milling
- Warehousing of MPS
- Shipment
It is understood that among the second hand raw material, there is also the aluminium generated from the above listed processes and that do not pass through the hot cycle (milled aluminium, milled sectioned aluminium, selected aluminium sections, etc.)
The equipment needed for the Cold Cycles are:
- 1 Shear-press
- 2 presses for packages
- 5 self-propelled cranes
- 1 grinding mill for ferrous scraps
- 1 grinding mill for aluminium carter
- 1 mobile grinder for aluminium sections
- 3 lift-trucks
- 1 automatic selector for the separation of aluminium scraps/iron grinded from inert materials
- 1 radiometric detector SAPHYMO SCINTO type